
1: বিন্যাসিত টাইপ ডায়মন্ড করাত ব্লেড ধারণা
অ্যারেড টাইপ ডায়মন্ড করাত ব্লেড, যাকে অ্যারেড করাত ব্লেড বলা হয়, যা সমানভাবে বিতরণ করা ডায়মন্ড করাত ব্লেড নামেও পরিচিত, এটি হীরার বৃত্তাকার করাত ব্লেড যেখানে হীরা একটি সুশৃঙ্খলভাবে সাজানো হয়।
2: বিন্যাসিত বিন্যাসের নীতি
ডায়মন্ড সেগমেন্টের "3-D" স্পেসে, যদি হীরার কণাগুলি একটি প্রিসেট পিচে "ডট ম্যাট্রিক্স" এ বিতরণ করা হয়, করাত ব্লেড কাটার প্রতিটি মুহূর্তে একই প্রভাব সহ একই সংখ্যক হীরা থাকবে, যাতে অভিন্ন শক্তির অভিন্ন প্রভাব পাওয়া যায়, ঘর্ষণ প্রতিরোধ ক্ষমতা কমানো যায়, শক্তি খরচ কমানো যায় এবং তীক্ষ্ণতা উন্নত করা যায়;
অন্যদিকে, হীরার সাজানো বিন্যাস বন্ড পরিধান এবং ফলস্বরূপ রক পাউডারকে "সময় এবং স্থান"-এ আরও অভিন্ন করে তোলে, যার ফলে "চিপ স্পেস" প্রসারিত হয় এবং চিপ অপসারণ ক্ষমতা উন্নত হয়, যা এর তীক্ষ্ণতা আরও উন্নত করতে পারে।
উপরন্তু, সাজানো বিন্যাস করাত ব্লেডের জন্য উচ্চ-তীক্ষ্ণতা "অভ্যন্তরীণ বৈশিষ্ট্য" প্রাপ্ত করা সহজ করে তোলে যাতে এটি ব্যাপক ব্যবহারের কার্যকারিতার সাথে আরও খাপ খাইয়ে নেয় এবং এর তীক্ষ্ণতা এবং স্থায়িত্বের মধ্যে দ্বন্দ্ব সমাধান করা আরও সুবিধাজনক। বিশৃঙ্খলভাবে সাজানো করাত ফলক.
3: যুক্তিসঙ্গত "ডট ম্যাট্রিক্স" বিতরণ
"ডট ম্যাট্রিক্স" ডিস্ট্রিবিউশনের ফোকাস হল যুক্তিসঙ্গত অনুভূমিক এবং উল্লম্ব ব্যবধান।
(1) যুক্তিসঙ্গত অনুভূমিক ব্যবধান: ভাল তীক্ষ্ণতা এবং জীবন সহ করাত ব্লেড বজায় রাখার জন্য সঠিক অনুভূমিক ব্যবধান। যদি অনুভূমিক ব্যবধানটি খুব ছোট হয়, মল চিপের পুরুত্ব থাকবে, যাতে বন্ডটি কার্যকরভাবে হীরা খোলার জন্য পরিধান করা যায় না, তাহলে করাত ব্লেডের কাটার দক্ষতা প্রভাবিত হয়; যদি অনুভূমিক ব্যবধানটি খুব বড় হয়, বড় কাটিংয়ের মাধ্যমে তৈরি করা যেতে পারে, বন্ডটি কার্যকরভাবে ক্ষয় করা হয় যাতে খুব ভাল হীরা খোলা থাকে এবং করাত ব্লেডের তীক্ষ্ণতা উন্নত করা যায়, তবে একক হীরাটি সহজেই ভেঙে যায় বা পড়ে যায়, এইভাবে প্রভাবিত করে ফলক জীবন দেখেছি;
(2) যুক্তিসঙ্গত উল্লম্ব ব্যবধান: উল্লম্ব ব্যবধানটি করাত ব্লেডের স্ব-শার্পনিংয়ের সাথে সম্পর্কিত। যদি হীরাটির উল্লম্ব ব্যবধানটি খুব বড় হয়, তবে প্রথম স্তরটি পড়ে যাওয়ার পরে হীরার দ্বিতীয় স্তরটি খোলা যাবে না, ফলে ব্লেডটি মাঝে মাঝে তীক্ষ্ণতায় দেখা যায়। যদি উল্লম্ব ব্যবধানটি খুব ছোট হয়, যখন হীরার প্রথম স্তরটি এখনও তীক্ষ্ণভাবে কাটা যায়, তখন হীরার দ্বিতীয় স্তরটি ইতিমধ্যেই খোলা হয়েছে, যাতে কাটা অবস্থায় প্রবেশকারী হীরার পরিমাণ বৃদ্ধি পায়, প্রতিটি হীরার গড় শক্তি হ্রাস পায়, কাটার পরিমাণও হ্রাস করা হয় এবং হীরার সর্বাধিক প্রভাব প্রয়োগ করা যায় না, যা করাত ব্লেডের তীক্ষ্ণতাকে প্রভাবিত করে। সবচেয়ে উপযুক্ত উল্লম্ব ব্যবধান হল নিশ্চিত করা যে হীরার প্রথম স্তরটি পড়ে যেতে চলেছে এবং হীরার দ্বিতীয় স্তরটি মসৃণভাবে খোলা হয়েছে।
উল্লম্ব ব্যবধানের নকশাটি হীরার অবশিষ্ট উচ্চতার সাথে সম্পর্কিত কারণ এটি পড়ে যায়। যে অবশিষ্ট উচ্চতায় হীরা পড়ে যায় তা হীরার সাথে বন্ডের সন্নিবেশ শক্তি এবং হীরার কাটার শক্তি দ্বারা নির্ধারিত হয়। বন্ড পরিধানের সাথে, হীরার সন্নিবেশের ক্ষেত্রটি হ্রাস পায় এবং সন্নিবেশের একটি নির্দিষ্ট শক্তির শর্তে, সন্নিবেশ শক্তি ধীরে ধীরে হ্রাস পায়। যখন টর্ক যা সন্নিবেশ বল এবং হীরার ভারসাম্যের কাটিয়া শক্তি দ্বারা গঠিত হয়, তখন হীরাটি পড়ে যাবে। এই সময়ে, হীরার উচ্চতা হল পতনের উচ্চতা, যা হীরার পরবর্তী স্তর খোলার জন্যও সেরা সময়। উল্লম্ব ব্যবধান এই ধারণা থেকে ডিজাইন করা যেতে পারে.
সাজানো বিন্যাস টাইপসেটিং পদ্ধতি ব্যবহার করে এবং ম্যানুয়ালি বা স্বয়ংক্রিয়ভাবে পরিচালিত হতে পারে।
4: অ্যারেড টাইপ ডায়মন্ড করাত ব্লেডের প্রয়োগ
সাজানো ডায়মন্ড করাতের ব্লেডগুলি ছোট ব্যাস, মাঝারি ব্যাস এবং বড় ব্যাসের মধ্যে তৈরি করা যেতে পারে, যা পাথর, কংক্রিট ইত্যাদি কাটার জন্য ব্যবহার করা যেতে পারে।
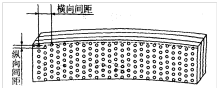
চিত্র 1 অ্যারেড টাইপ সেগমেন্টের স্কিম্যাটিক ডায়াগ্রাম




